Отправить заявку
Отправить заявку Заказать обратный звонок
Заказать обратный звонокКромкооблицовочный станок Filato 515QLP (Б/У)
ПРОДАН.
Описание кромкооблицовочного станка Filato 515QLP
- Год выпуска: 2023
-
Скорость подачи 15 / 23 м/мин
- Состояние: б/у, хорошее, можно проверить в работе.
- Производитель: Filato (Китай)
- Доставка в любой город России и Беларуси.
- Монтаж и наладка станков на Вашем производстве.
Назначение
Предназначен для оклейки прямоугольных заготовок различными кромочными материалами (ПВХ, ABС, акриловые), а так же для нанесения кромочного материала в режимах продольной и поперечной обработки.
Область применения
Идеально подходит для применения на предприятиях по производству корпусной мебели (офисная, кухонные наборы, шкафы-купе, мебель для гостиных и прихожих, а также эксклюзивная мебель, изготавливаемая по индивидуальным заказам).
Конструктивные особенности

БАЗОВАЯ СТАНИНА
-
Обработка станины проходит на передовых металлообрабатывающих станках с ЧПУ за одну установку, это дает высокую точность работы узлов на более длительном сроке службы.
-
Все элементы конструкции станка также проходят абсолютно точную обработку на металлообрабатывающих станках с ЧПУ японского производства.

ПРОФЕССИОНАЛЬНАЯ СБОРОЧНАЯ ЛИНИЯ
-
Сборочная линия, является окончательным и важным этапом для стабильной работы станка.
-
Опытные специалисты на профессиональных сборочных линия, начиная от станины и заканчивая небольшими электрическими компонентами, гарантируют стабильную и производительную работу станка.

КОНТРОЛЬ КАЧЕСТВА
-
Участок контроля качества.
-
Специально измерительное оборудование.
-
Строгая система контроля качества по важным параметрам станка.
Помогают получить гарантию, что готовые станки, которые завод производит, имеет высокий уровень качества.

МАГАЗИН
-
Служит для горизонтального размещение кромочного материала в начале станка.
-
Расположен на уровне с линией транспортера.
-
Ø магазина 800 мм.


ПРИЖИМНАЯ БАЛКА
Мощность: 0,25 кВт;
Частота: 50 Гц;
Скорость вращения: 1400 об/мин.
-
Прижимная балка из Алюминия сечением профиля 160 х 80 мм и толщиной стенки 6 мм обеспечивает высокую точность и превосходную жесткость.
-
На необходимую толщину заготовки подъем и опускание прижимной балки осуществляется с пульта управления.
-
По всей длине станка точное позиционирование балки достигается за счет четырех опор.
-
Идеальную точность перемещения обеспечивает электропривод энкодера и двигателя.
-
Двигатель подъема и опускания балки:
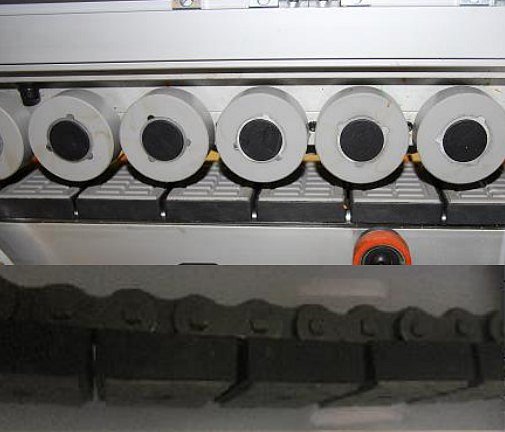

КОНВЕЙЕР
мощность: 2,2 кВт;
частота: 50 Гц;
скорость вращения: 1430 об/мин.
-
Долговечная и надежная конструкция конвейера.
-
Точное перемещение башмаков осуществляется за счет полукруглой направляющей прошедшую специальную термообработку с помощью цепи.
-
Износостойкие башмаки в сочетании с резиновыми прижимными роликами диаметром 60 мм расположенными в 2 ряда обеспечивают точную транспортировку заготовок.
-
Стабильная работа транспортировочного двигателя обеспечивается за счет плавного пуска и эклектического тормоза, в целях безопасности при аварийной остановке.
-
Двигатель подачи конвейера:
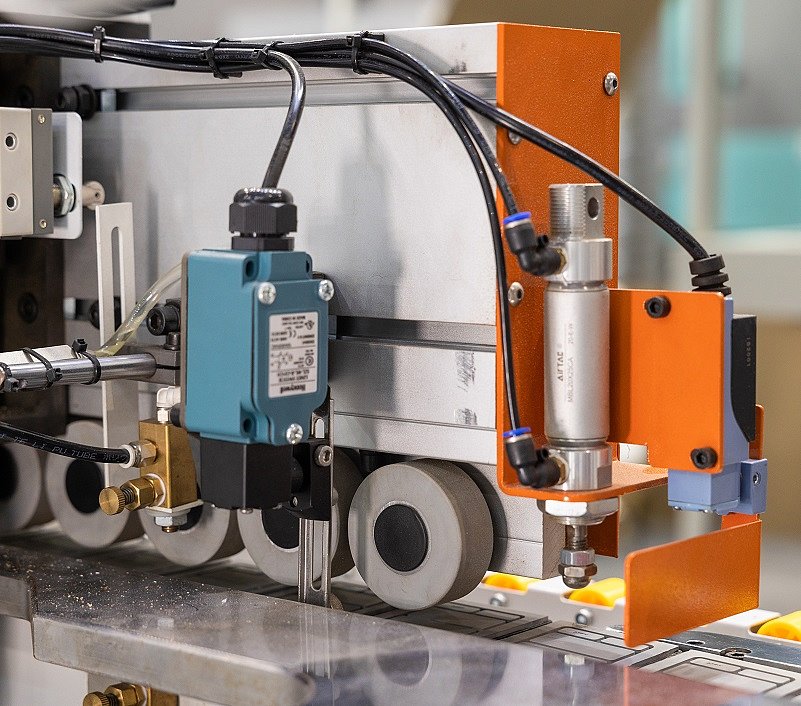
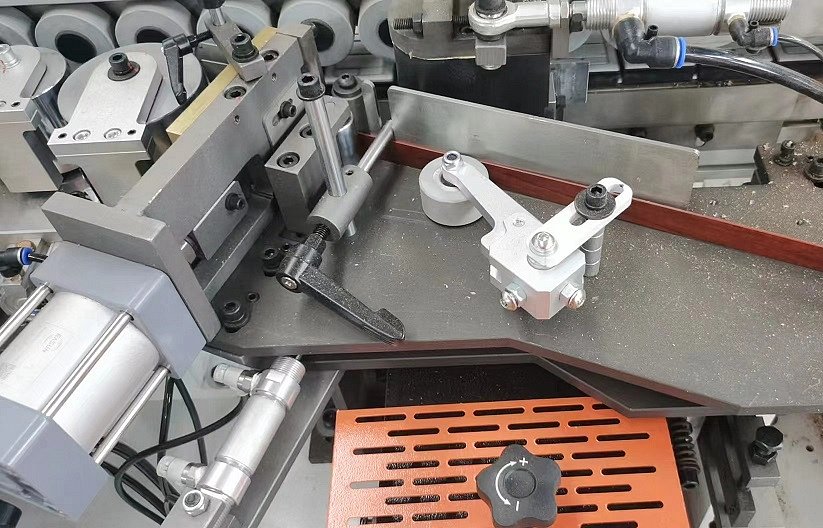
УСТРОЙСТВО ПОДАЧИ
-
Система определения интервала подачи заготовки предназначена для фиксированного расстояния между заготовками для повышения производительности и обеспечения стабильной работы каждого узла.
-
Автоматическая система измерения толщины заготовки, если толщина панели превышает заданную, то станок автоматически останавливается.
-
Кнопка аварийной остановки предназначена для моментальной остановки станка, гарантируя безопасность жизни оператора.
-
Путевые точки – контактная навигация заготовок для идеально точной обработки на последующих узлах.

ПОДАЧА РАЗДЕЛЯЮЩЕЙ ЖИДКОСТИ
Улучшает обработку детали на последующих узлах.
-
Узел подачи разделяющей жидкости, расположен перед узлом предварительного фрезерования торца заготовки и предназначен предотвратить налипания клея на поверхность панели.
-
2 форсунки одновременно наносят жидкость сверху и снизу заготовки.
-
Регулировка подачи необходимого количества жидкости.
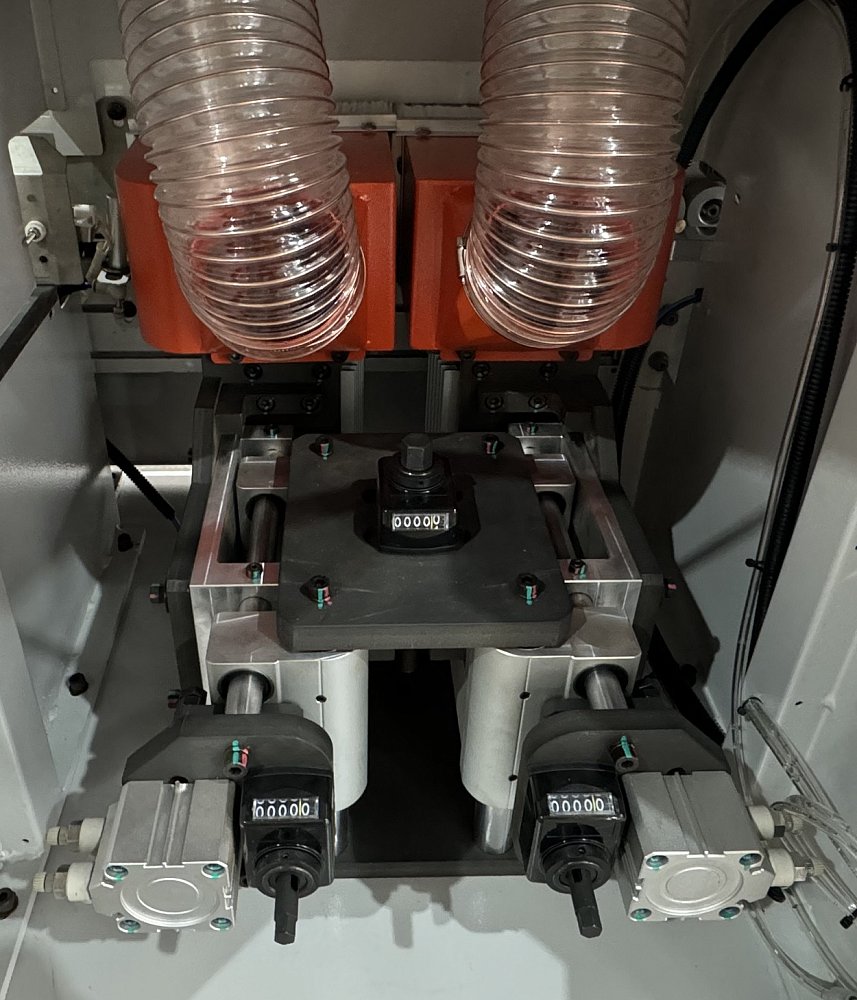
УЗЕЛ ПРЕДВАРИТЕЛЬНОГО ФРЕЗЕРОВАНИЯ
-
Предназначен для устранения дефектов раскроя (микросколов, ступеньки от подрезной пилы), гарантирует перпендикулярную и прямолинейную геометрию поверхности торца детали.
-
Две фрезы с алмазными напайками:
Ø 100 x 30 Н40 L/R. -
Автоматический обдув торца заготовки от стружки.
-
Два двигателя противоположного вращение с автоматическим подводом/отводом в зону обработки с помощью пневмоцилиндров дополнительно оснащенных цифровыми счетчиками для более удобной регулировки:
мощность: 2 x 2,2 кВт;
частота: 200 Гц;
скорость вращения: 12 000 об/мин.
-
Регулировка по высоте, позволяет максимально использовать весь ресурс инструмента.
-
Весь узел установлен в отдельном полностью закрытом пылезащитным кожухом.

ИНФРАКРАСНАЯ ЛАМПА НАГРЕВА
-
Предварительный нагрев торца заготовки создает нужную основу для качественной приклейки кромки.
-
Рабочая температура инфракрасной лампы около 300 ℃.
-
Особо актуальна в зимний период времени.

КЛЕЕВОЙ УЗЕЛ
мощность: 0,75 кВт;
частота: 50 Гц;
скорость вращения: 1400 об/мин.
-
Плавная подача кромочного рулонного материала в зону нанесения клея из магазина Ø 740 мм.
-
Традиционный способ добавления клея в клеевой бачек, расположен ниже относительно клеенаносящего вала.
-
Клеевой бачок имеет тефлоновое покрытие, которое предотвращает пригорание клея к стенкам бачка.
-
Бачок предназначен для горячего клей-расплава EVA с емкостью около 4 л.
-
Чувствительная регулировка подачи клея, для того чтобы обеспечить рациональное использование клея.
-
Двигатель привода подачи кромки, клеевого вала и большого прижимного ролика:
ПОДАЧА КРОМОЧНОГО МАТЕРИАЛА
- Боковой прижимной ролик. Предназначен для плавного и деликатного сопровождения кромки в рабочую зону.
- Встроенная гильотина на пневматическом цилиндре от AirTEC с электрическим переключателем, рассчитан для высокой производительности.

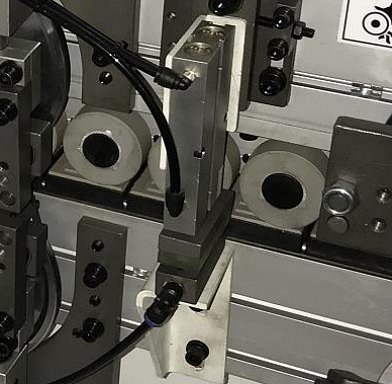
ПРЕСС ГРУППА СО СКРЕБКАМИ
-
Состоит из одного подающего ролика большого диаметра Ø 100 мм и трех до прессовочных Ø 65 мм роликов обеспечивая надежную фиксацию кромочного материала на торец заготовки.
-
Регулировка площадки прижимной группы на толщину кромочного материала осуществляется с помощью цифрового счетчика.
-
Каждый ролик оснащен индивидуальным пневмоцилиндром.
-
Прижимные ролики подходят для прижатия кромочного материала различной толщины на торец заготовки для минимизации клеевого шва.

СИСТЕМА АВТОМАТИЧЕСКОЙ СМАЗКИ
- Автоматическая система смазки направляющих основных узлов станка:
- узел двухмоторной торцовки;
- цепь конвейера.
-
Расположение на видном месте для визуального контроля уровня жидкости.
-
Регулировка частоты подачи смазочного материала на агрегаты.

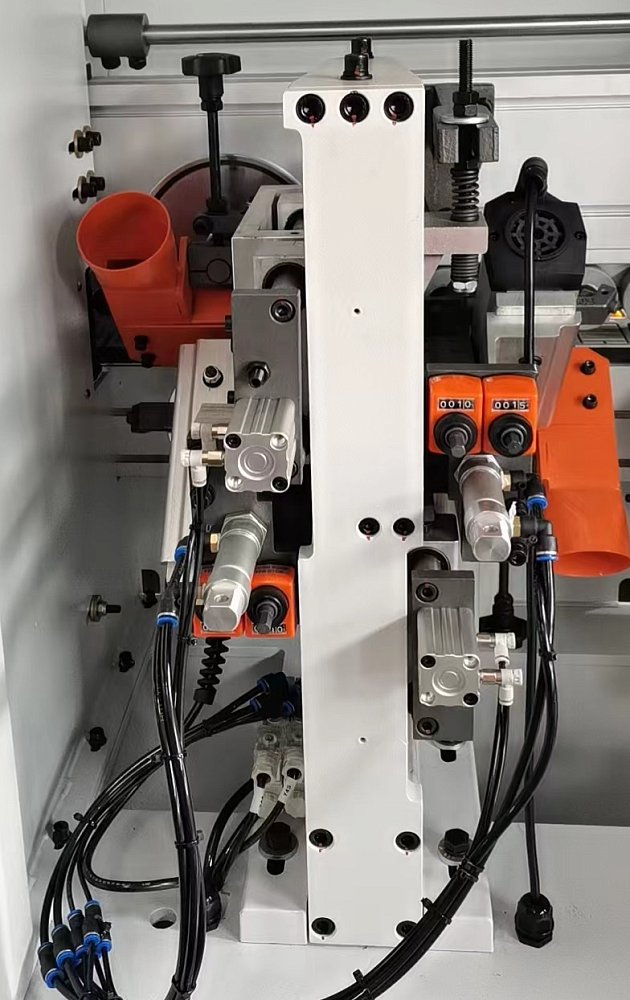
УЗЕЛ ТОРЦОВКИ
Это обеспечивает долгий срок службы станка.
-
Линейная направляющая расположена под углом 45°.
-
Узел торцовки состоит из 2-ух двигателей:
мощность: 2 x 0,37 кВт;
частота: 200 Гц;
скоростью вращения: 12 000 об/мин. -
2 пилы Ø 100 х 22 Z30 расположены под углом 5°.
-
Автоматическая система смазки направляющих, с помощью блока контроля времени.
-
Оснащен системой аспирации.
-
Точный контроль осуществляется за счет установленного частотного преобразователя Delta.
-
Защита от перегрузки двигателя.
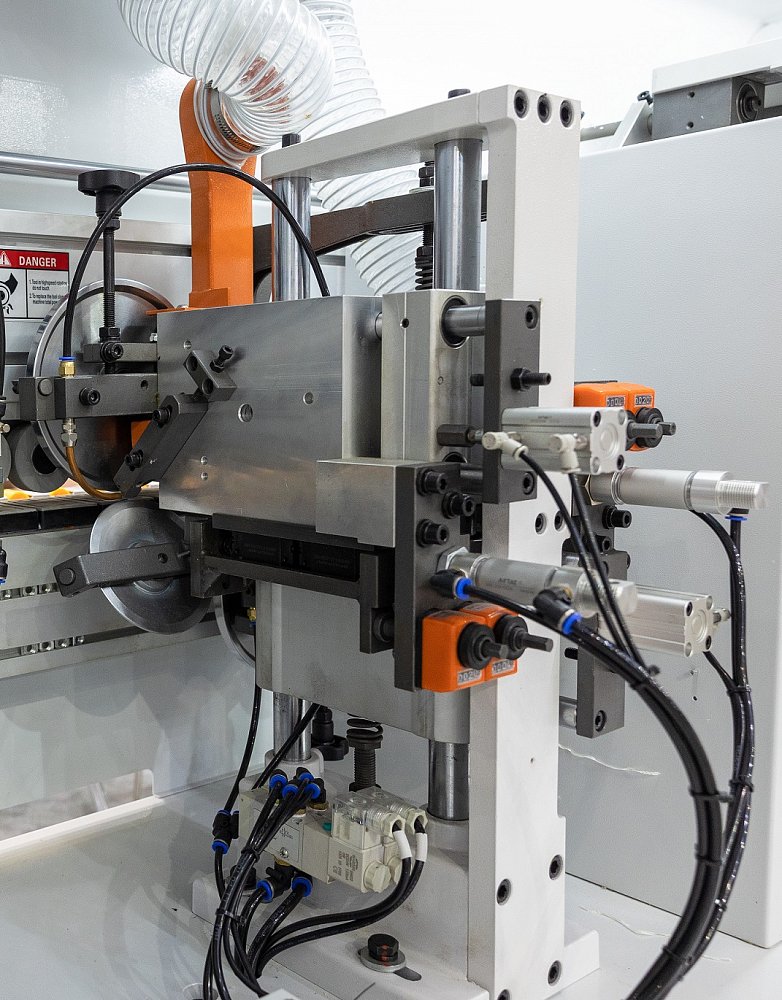
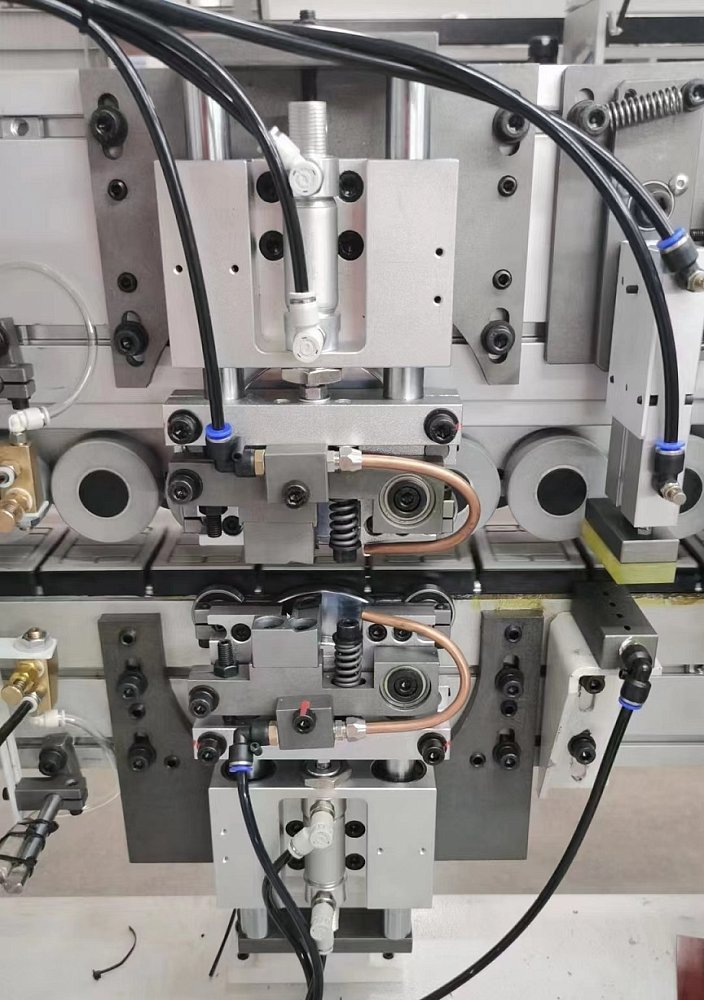
ФРЕЗЕРОВАНИЕ СВЕСОВ
Быстрое и удобное позиционирование узла в рабочей зоне с пульта управления.
Цифровые счетчики для тонкой ручной регулировки
Экономия времени на перенастройку.
-
Служит для фрезерования верхних и нижних свесов заготовки.
-
Автоматическая перенастройка узла с помощью пневматики на 2 типа кромки.
-
Узел фрезерования свесов с 2-мя двигателями:
мощность: 0,75 кВт;
частота: 200 Гц;
скорость вращения: 12 000 об/мин. -
Точность позиционирования заготовки за счет копиров большого диаметра - Ø 180 мм по плоскости сверху и снизу, а также круглых конусных копиров Ø 120 мм в торец заготовки.
-
На каждом двигателе установлены фрезы R2 Ø 69 х Ø 16 H13 Z4.
-
Система аспирации эффективно убирает стружку из зоны обработки. Чистое пространство в фрезерном узле обеспечивает высокое качество обработки.
УЗЕЛ РАДИУСНОЙ ЦИКЛЕВКИ
Быстрое и удобное позиционирование узла в рабочей зоне с пульта управления.
Экономия времени на перенастройку.
-
Автоматическая перенастройка узла с помощью пневматики на 2 типа кромки.
-
Предназначен для удаления микроволны на обработанной радиусной поверхности кромки после узлов фрезерования.
-
На каждом двигателе ножи радиусом R2, с охлаждением, путем подачи сжатого воздуха непосредственно на сами ножи.
-
Два двухсторонних ножа для увеличения производительности размеры: 20 х 12 х 2 х R2H.
-
Настройка происходит с помощью цифровых счетчиков.
-
Точность позиционирования заготовки за счет копиров большого диаметра Ø 180 мм по плоскости с верху и с низу, а также круглых конусных копиров Ø 120 мм в торец заготовки.
ПНЕВМО-ОТРЫВАТЕЛЬ СТРУЖКИ
-
Служит для отрыва стружки(ворсы) которая образовывается после узла радиусной циклевки.
-
Состоит из:
- опорной площадки;
- верхнего двухсекционного пневмо-прижима.
-
Процесс полностью автоматический.
УЗЕЛ ПЛОСКОЙ ЦИКЛЕВКИ
-
Автоматическая перенастройка узла с помощью пневматики.
-
Быстрое и удобное позиционирование узла в рабочей зоне с пульта управления.
Экономия времени на перенастройку. -
Предназначен для идеальной финишной обработки поверхности заготовки по плоскости.
-
За счет двух четырехсторонних пластин с плоским сечением ножа, расположенных сверху и снизу заготовки, убирает остатки клея и подчищает от микро неровностей.
-
Размеры пластины: 15 х 15 х 2,5 мм.
-
Точность позиционирования заготовки за счет копиров большого диаметра Ø 180 мм по плоскости с верху и с низу.

ПОДАЧА ОЧИЩАЮЩЕЙ ЖИДКОСТИ
Улучшает качество обработанной детали и обладает антистатическим эффектом.
- Узел очищающей жидкости, расположен перед узлом полировки и предназначен для устранения следов клея, потёков, пыли, как на стандартных так и деликатных поверхностях.
-
2 форсунки одновременно наносят жидкость сверху и снизу заготовки.
-
Регулировка подачи необходимого количества жидкости.
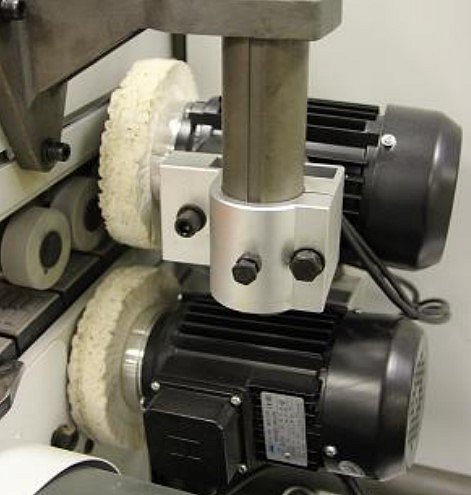
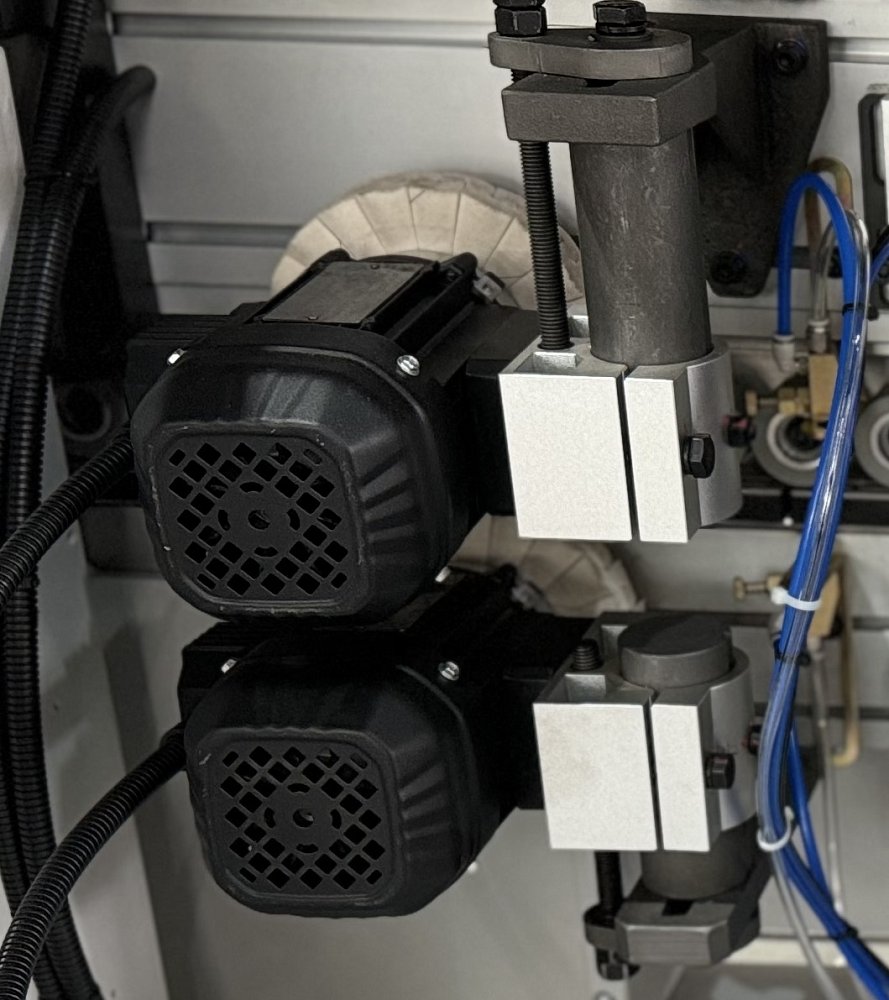
ПОЛИРОВАЛЬНЫЙ УЗЕЛ
-
Узел полировки с кругами из двухслойной ткани необходим для финишной обработки кромки. Придает блеск обработанной поверхности, очищает от загрязнений.
-
Обеспечение стабильной работы за счет подключения постоянного питания.
-
Оснащен 2-мя двигателями:
мощность: 0,37 кВт;
частота: 50 Гц;
скорость вращения: 1350 об/мин;
диаметр кругов: Ø 150 х Ø 22.


ПАКЕТ "КОМФОРТ"
- В перегородках станка в зоне прохождения детали установлены щетки для очистки обработанной детали от пыли и частиц кромочного материала предыдущих узлов, который может попасть под копиры последующих узлов.
- В конце конвейера установлен принудительный обдув торца для получения идеально чистой заготовки на выходе.
-
Подсветка внутренней зоны агрегатов станка.
Удобство обслуживания и настройки агрегатов и отслеживания стабильной работы станка. -
Станок оборудован продуманной системой аспирации на основных узлах, которая эффективно убирает стружку из зоны обработки.
-
Чистое пространство обеспечивает высокое качество обработки.